Our Factory
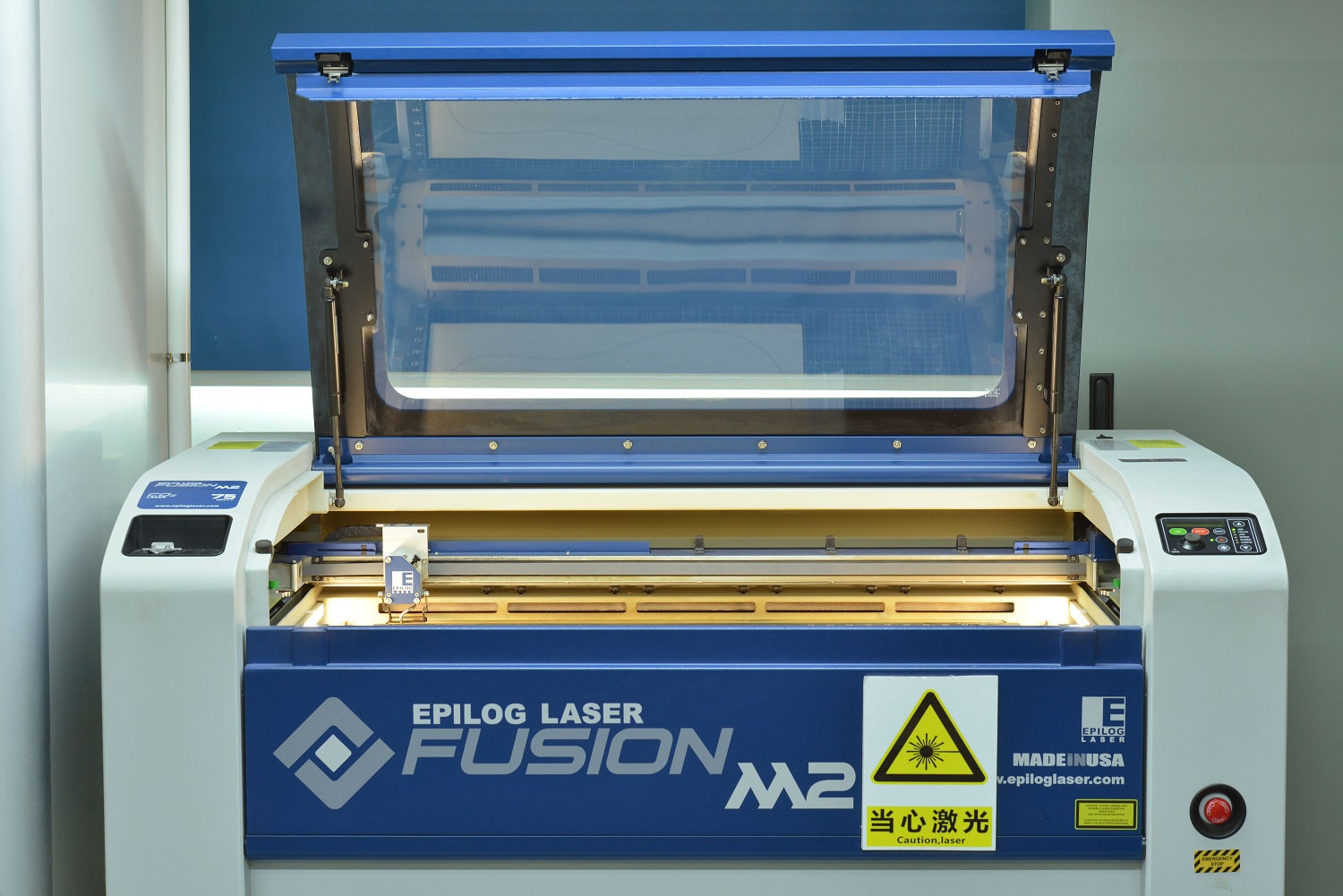
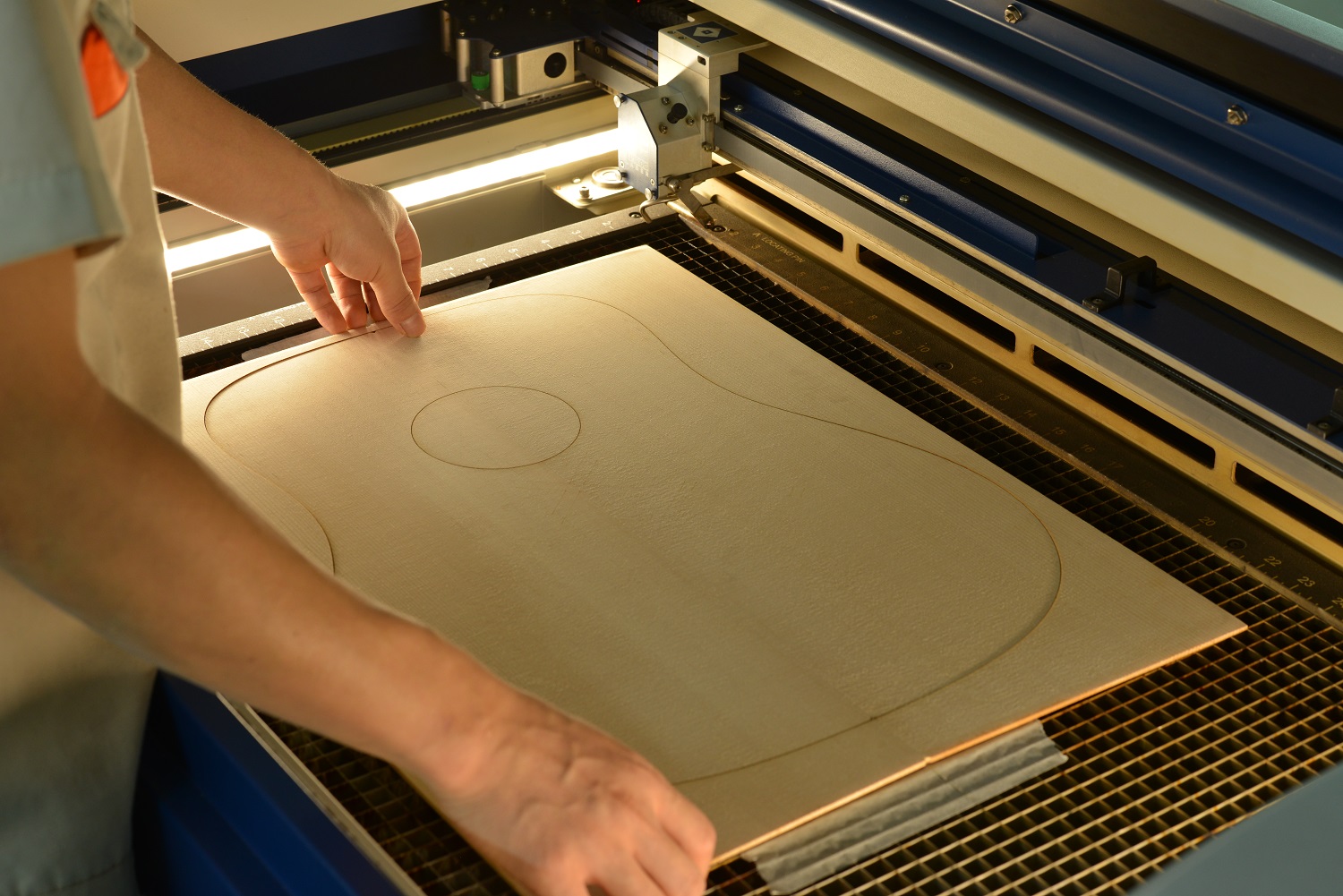
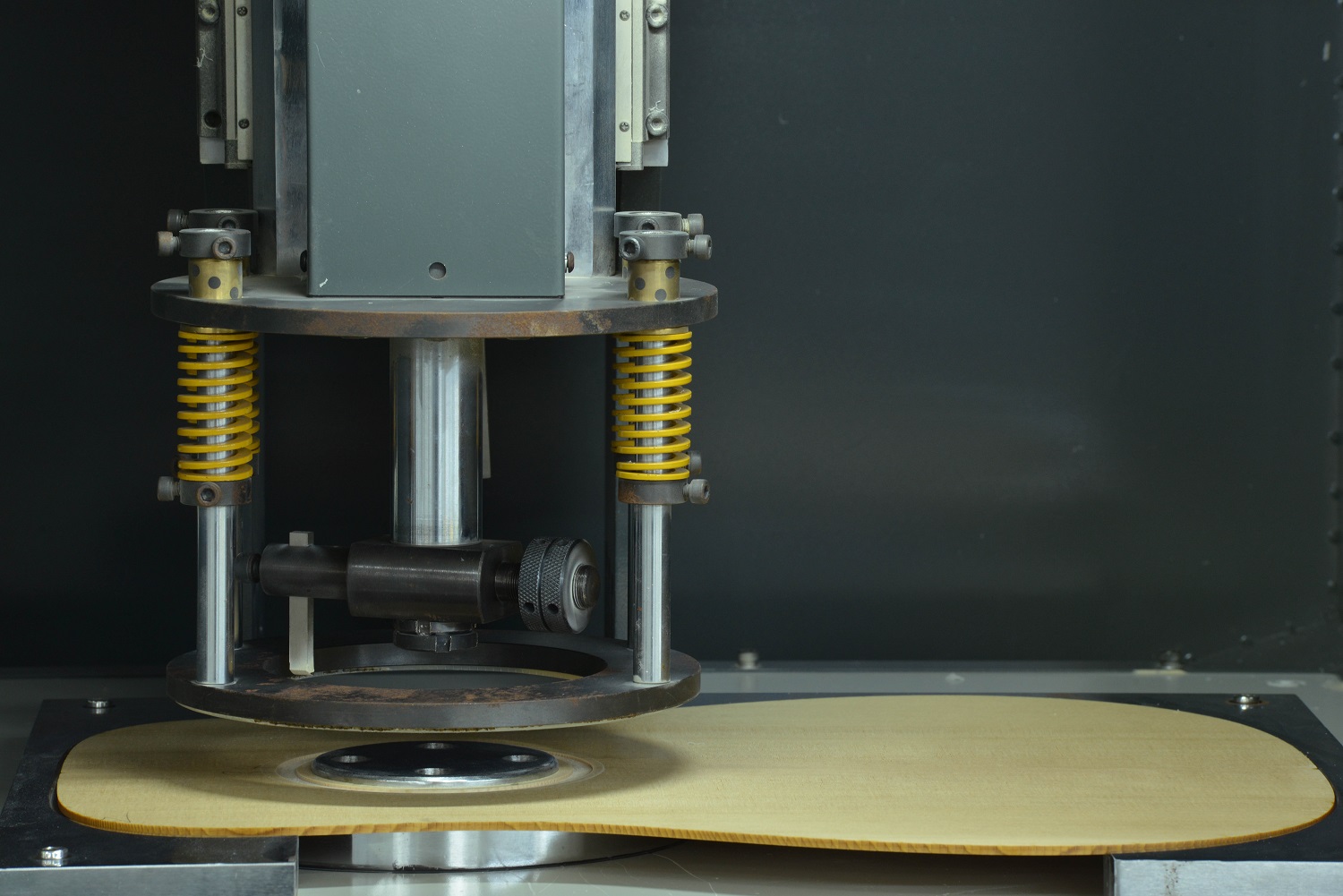
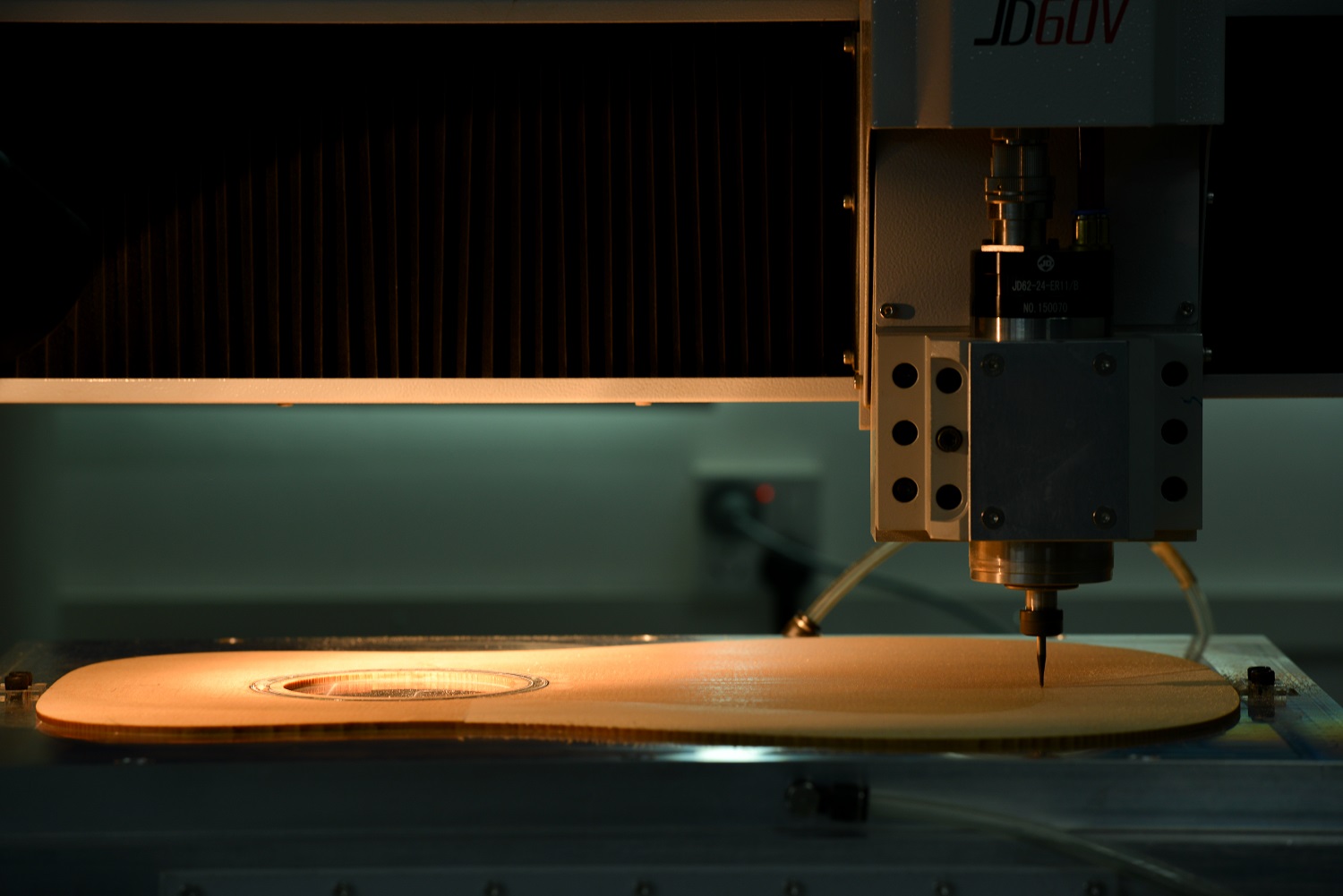
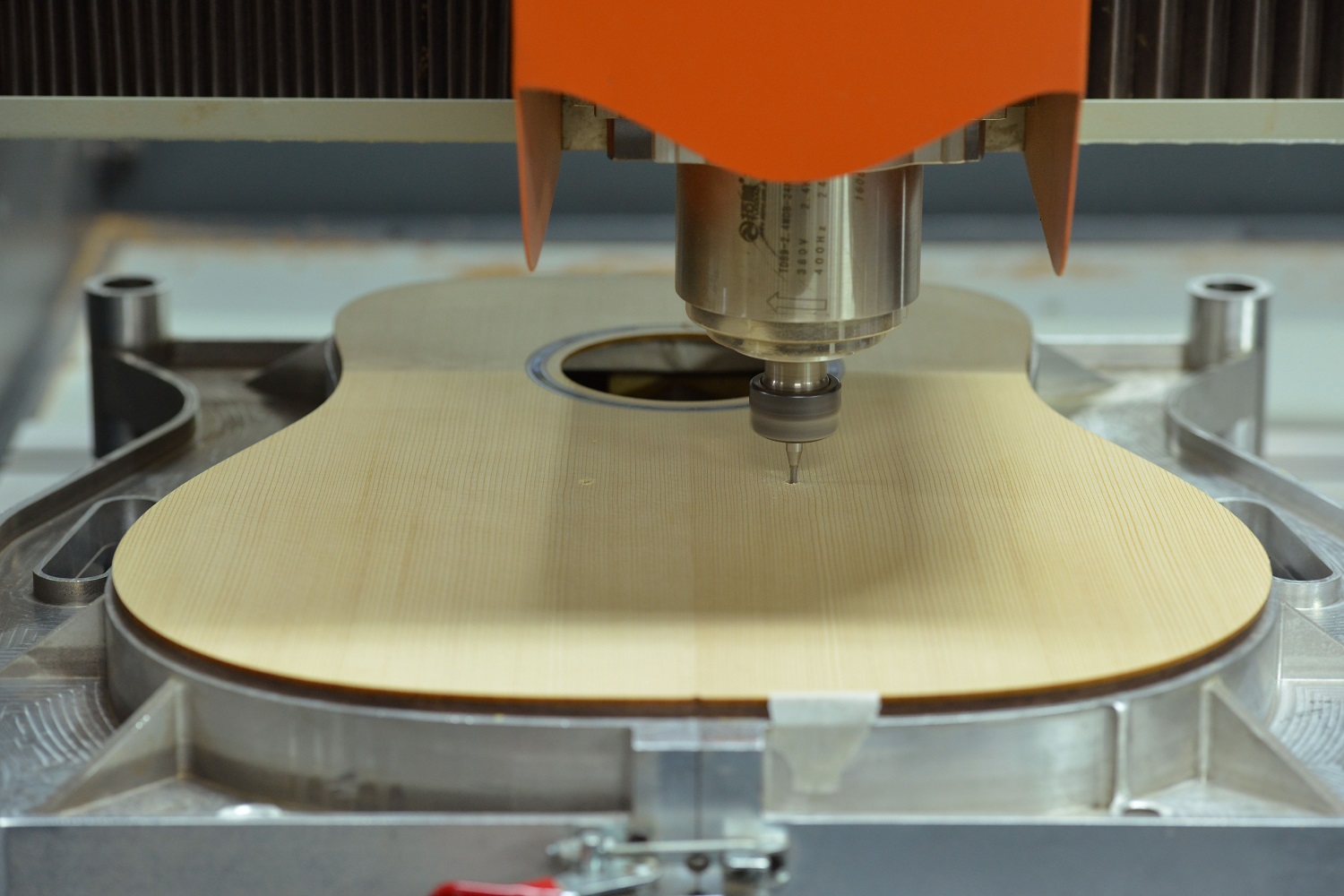
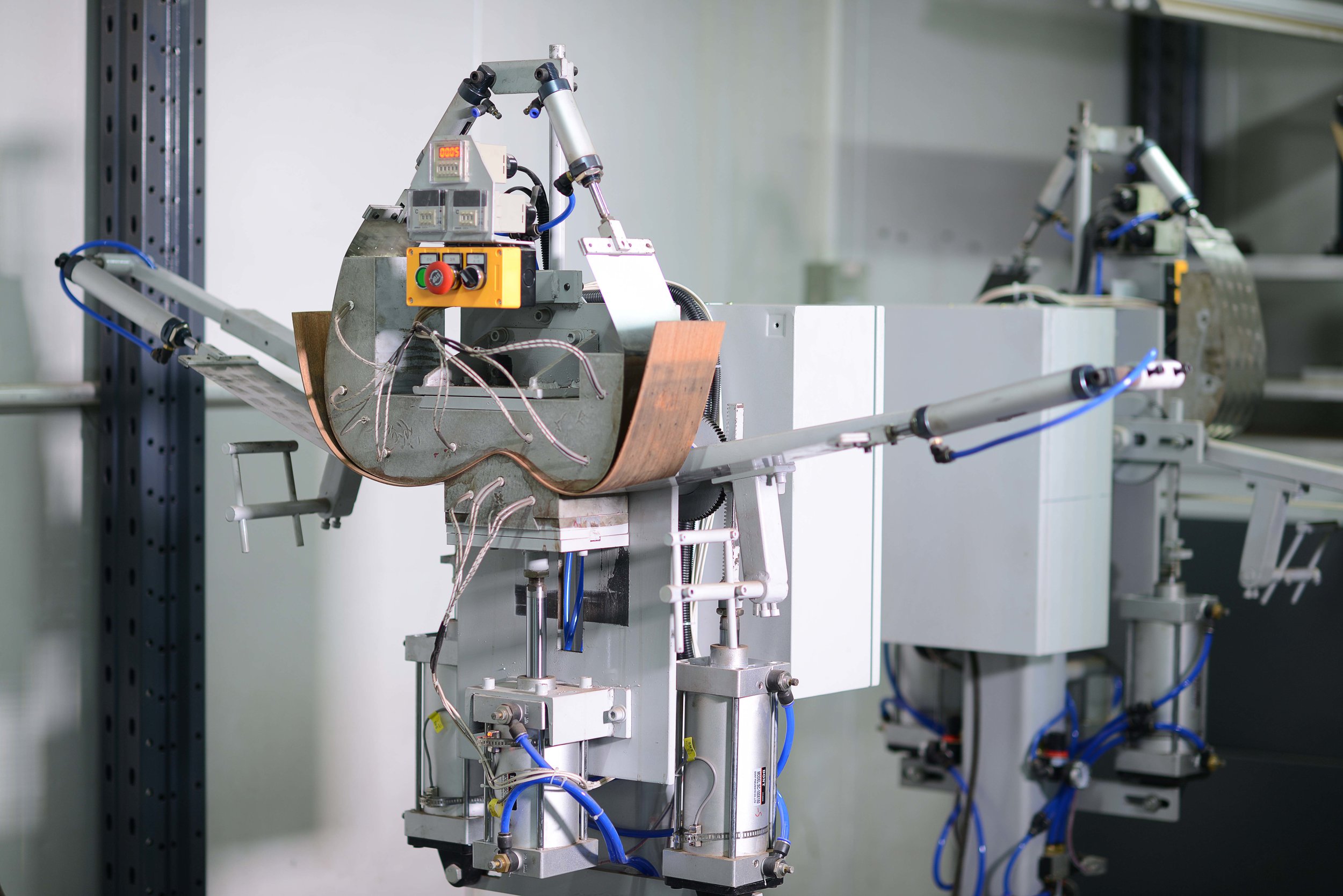
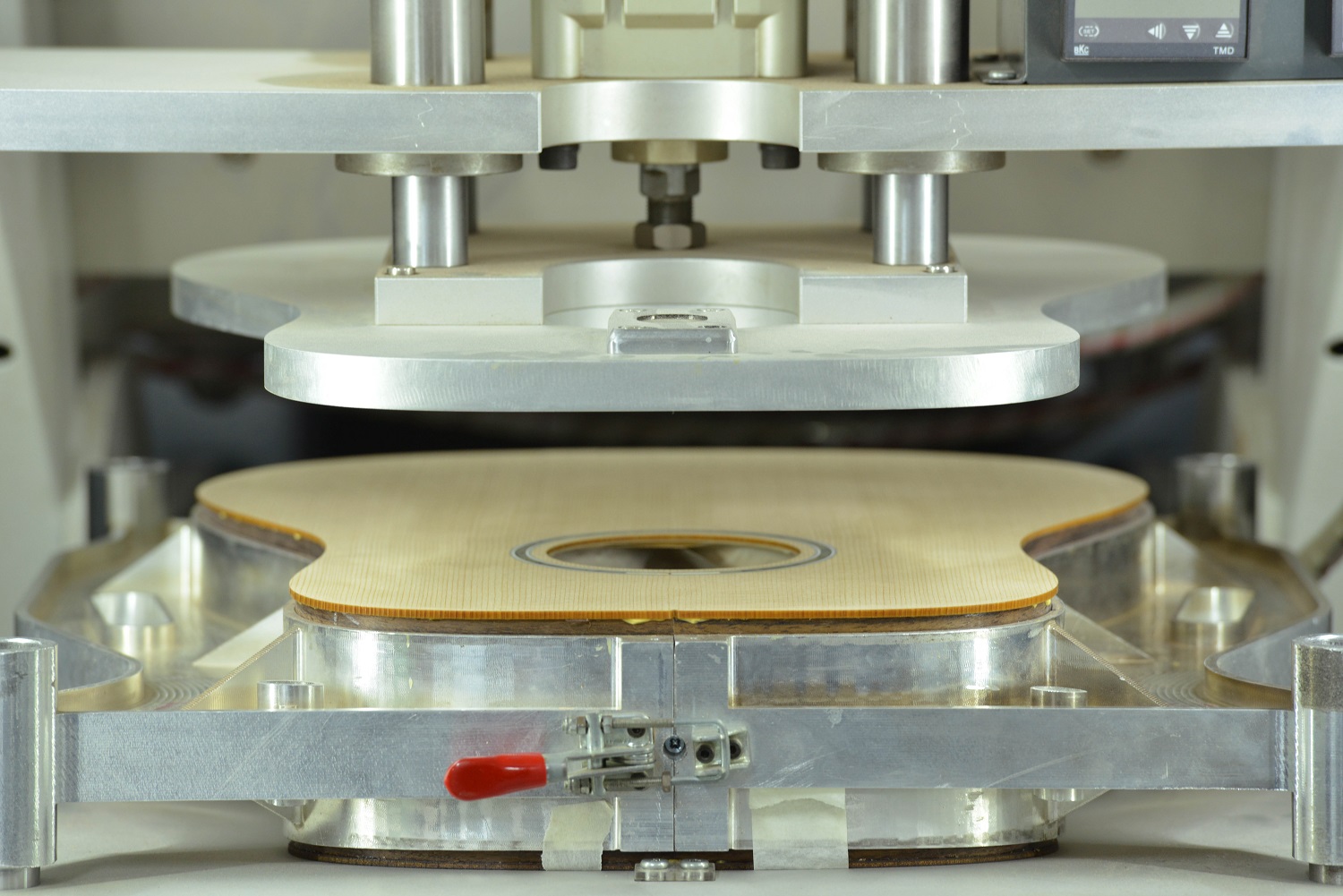
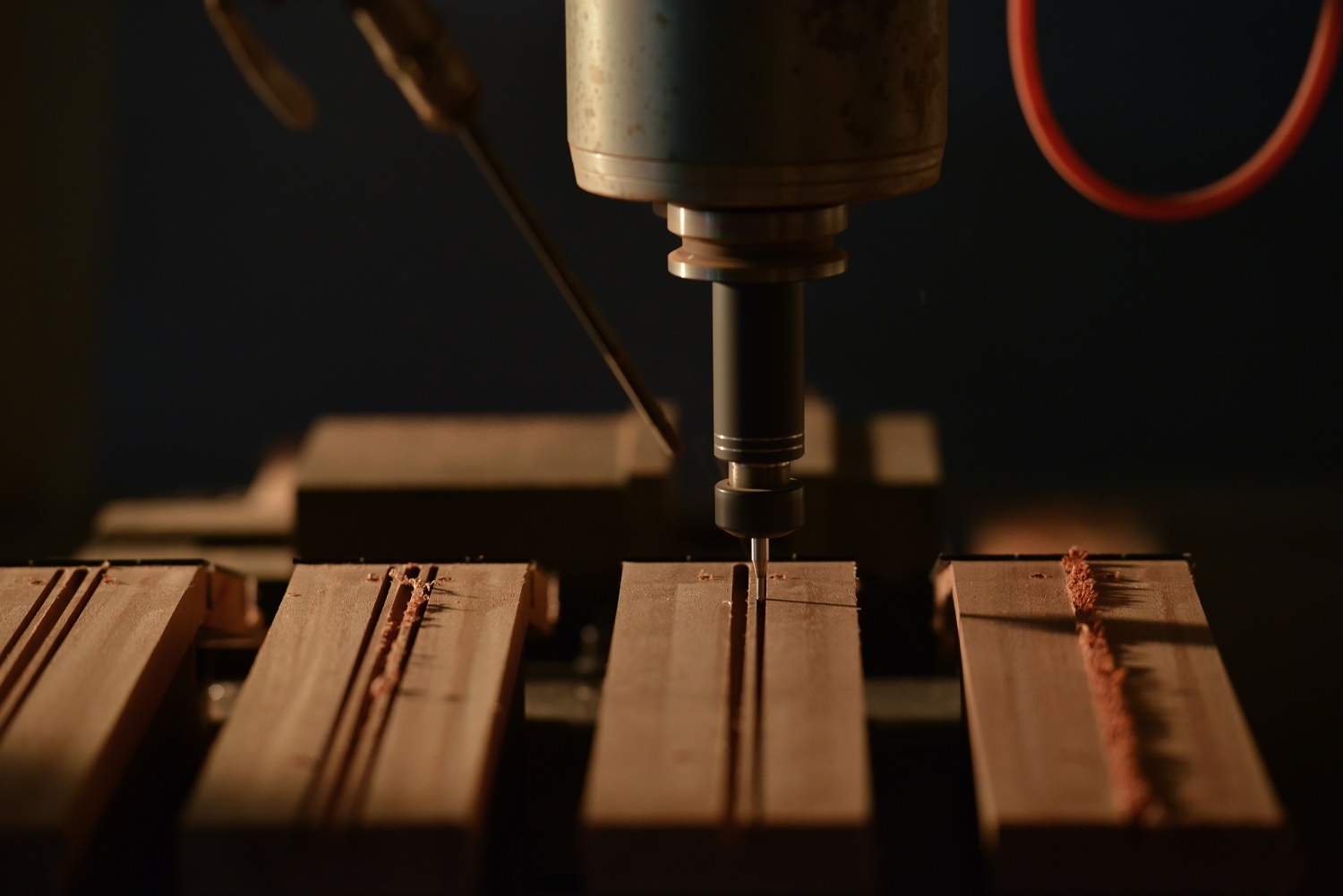
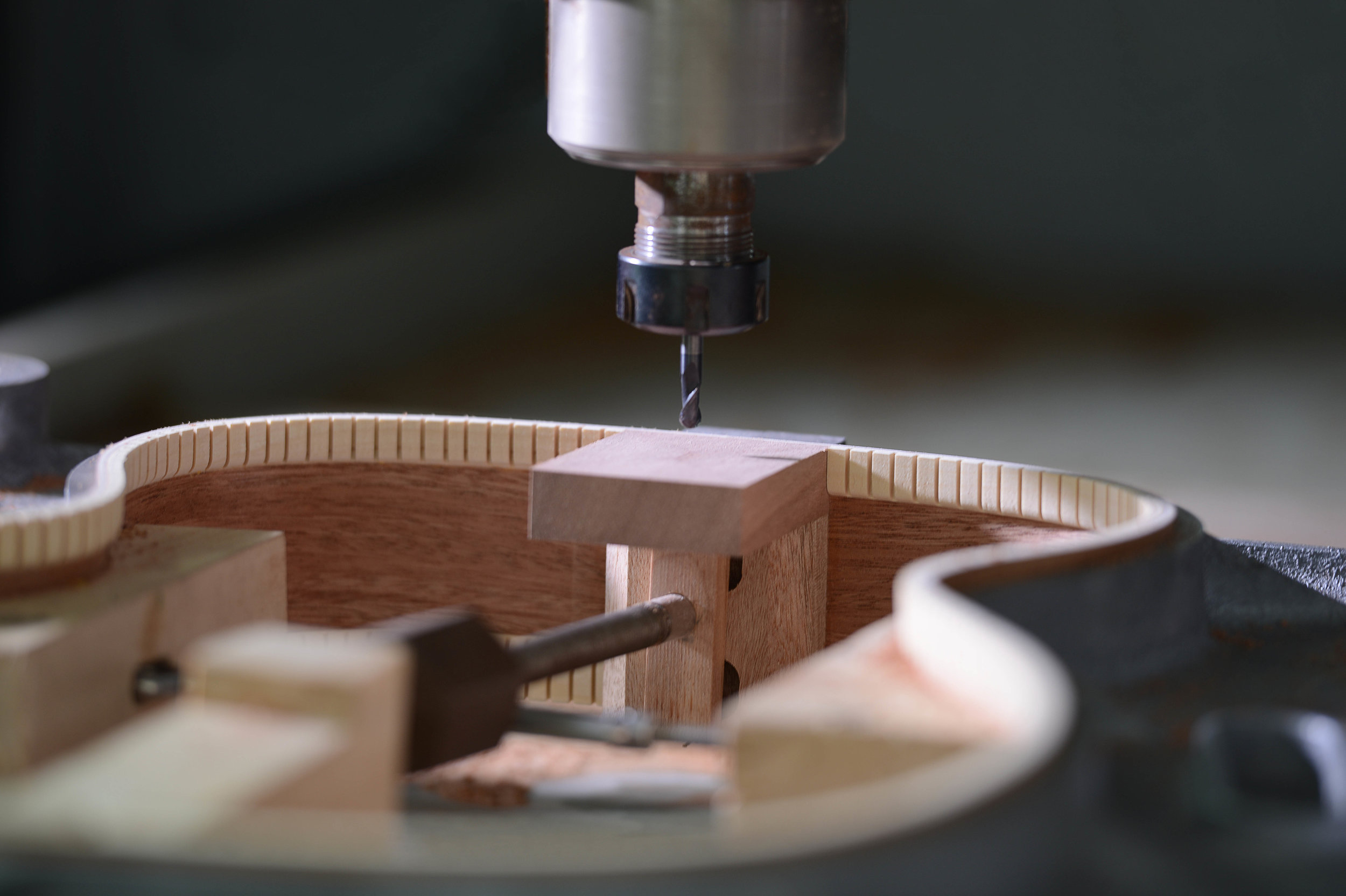
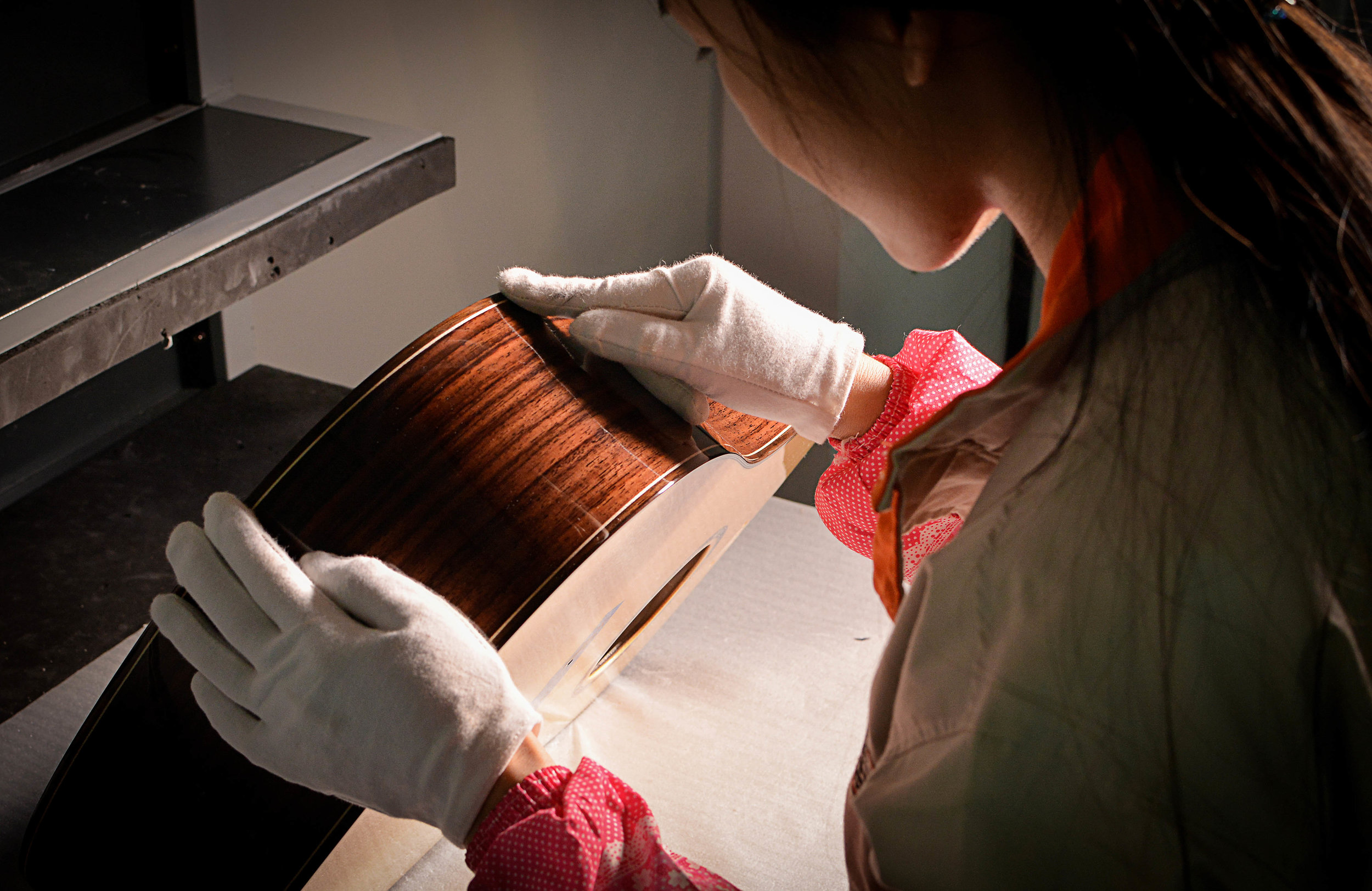
The Kepma Factory is one of the most technically advanced factories in the world for state of the art guitar manufacturing. With scores of computer controlled precision routing and laser equipment, highly skilled and trained luthiers and multiple Plek® precision fretboard finishing and leveling machines, your new Kepma guitar is the perfect combination of art and science that will provide you with a joyous lifetime of playing partnership. Girlfriends, boyfriends and marriages may come and go, but a Kepma will never fail you.
Step into the Kepma Guitar Factory and you'll think you're at NASA. Kepma Elite Series Guitars are the result of some of the most technologically advanced ma...